【製造・生産技術】多工程の絞り加工を最適化!日伸工業の「独立制御プレス装置」
今回ご紹介するのは、令和7年度 近畿地方発明表彰において「中小企業庁長官賞」を受賞した、日伸工業株式会社の「プレス装置(特許第6901772号)」です。
金属の板を金型に押し込んでカップ状などに成形する「絞り加工」。特に深く絞る場合、1回のプレスでは金属が破れてしまうため、複数回(多工程)に分けて徐々に形を作っていくのが一般的です。
この特許は、それぞれの工程で金属のフチを押さえる「しわ押さえ荷重」を、工程ごとに独立してリアルタイムで最適に変化させるという、日本の精密加工技術の底力を示す素晴らしい製造装置の発明です。
【課題】工程ごとに異なる「最適な力加減」を実現できない
絞り加工において最も重要なのが、金属板の周囲を押さえる「しわ押さえ荷重(クッション圧)」です。この力が弱すぎると金属が波打って「しわ」になり、強すぎると引っ張られて「割れ(破断)」が発生してしまいます。
多工程のプレス装置では、第1工程、第2工程、第3工程と進むにつれて、金属の硬さ(加工硬化)や形状が変化するため、本来であれば各工程のプレスのタイミングに合わせて、それぞれ全く異なる力加減で押さえる必要があります。
しかし、従来のプレス装置では、複数の工程を1つの大きなクッション機構でまとめて支えていたり、単純なバネを使っていたりしたため、「工程Aには最適な圧力だが、工程Bでは圧力が強すぎる」といった妥協を強いられ、複雑な形状やより深い絞り加工の歩留まりを下げる原因となっていました。
【解決策】各工程に独立した「流体圧シリンダ」を配置する
日伸工業は、この妥協を排除するため、プレス機の各加工部に「独立した流体圧シリンダ機構」と「個別の制御バルブ」を搭載するという画期的なアプローチを採用しました。
1. 工程ごとの「独立制御」で理想の圧力を実現
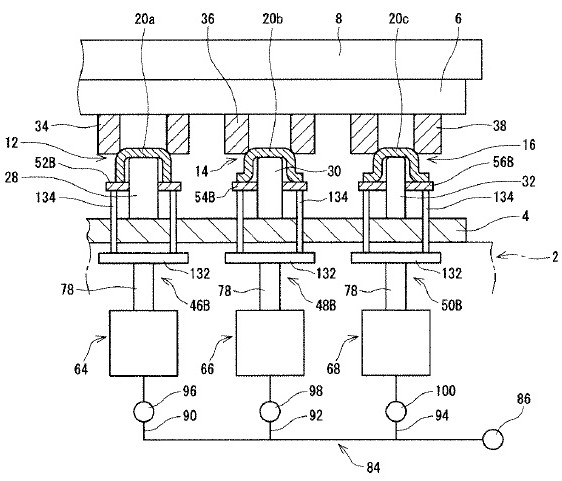
図1に示されるように、本特許のプレス装置では、複数の加工部(第1圧縮絞り、第2圧縮絞りなど)の下部に、それぞれ独立した流体圧シリンダが接続されています。
共通のポンプから流体が供給されるものの、各シリンダの手前には圧力を調整できるリリーフバルブ等の制御機構が備わっています。これにより、「第1工程は最初弱く、後から強く」「第2工程はずっと一定の強さで」といった、工程ごとのわがままな要求を完全に独立して叶えることができるようになりました。
2. プレスの動きに連動した「ダイナミックな荷重変動」
さらに凄いのは、単に「工程ごとに圧力が違う」だけでなく、プレスが降りてくる1ストロークの間(回転角度)にも、荷重を自在に変化(プロファイル制御)させられる点です。
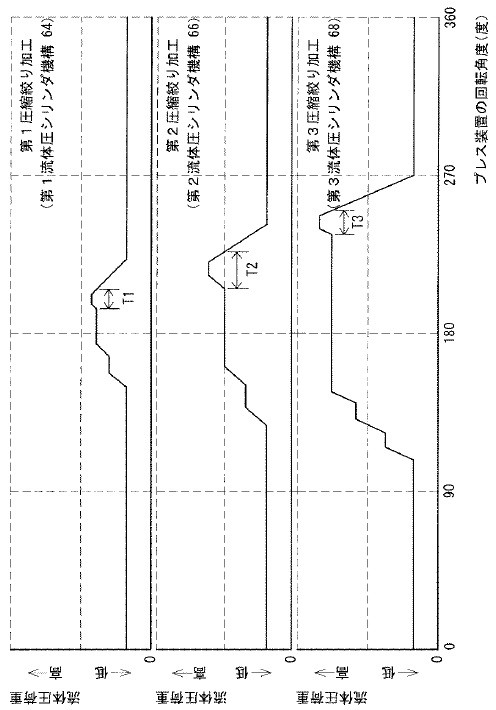
金属が金型に引き込まれる「まさにその瞬間」の変形抵抗に合わせて、リアルタイムで荷重をコントロールすることで、極限まで薄く、深く絞るようなシビアな加工でも割れやしわを防ぐことが可能になっています。
この特許の秀逸な点は、巨大で複雑な多軸サーボプレス機などを丸ごと導入するのではなく、「各工程のクッション機構を流体圧シリンダで独立させ、電気的な圧力弁で制御する」という極めて現実的でスマートな機構に落とし込んでいる点です。既存のプレス技術の延長線上で、最高精度の制御を低コストに実現する、現場を知り尽くした中小企業ならではの素晴らしい発想です。
【効果】「割れ」と「しわ」を克服し、高度なモノづくりを支える
この独立制御プレス装置により、製造現場に以下のような大きな効果がもたらされます。
- しわ・割れの劇的な低減: 各工程の金属の変形状態に合わせた完璧な「しわ押さえ荷重」を実現できるため、成形不良を極限まで抑えることができます。
- より複雑・高難度な深絞りへの対応: 従来であれば加工途中で破断してしまっていたような、薄肉で極めて深い円筒形や複雑な形状の部品成形が可能になります。
- 工程数の削減とコストダウン: 1回の工程でより無理なく深く絞れるようになるため、全体の加工工程数を減らし、金型費用や製造コストの大幅な削減に貢献します。
電気自動車(EV)のバッテリーケースやモーター部品など、軽量かつ高精度な深絞り部品の需要は今後ますます高まります。日本のモノづくりの根幹である「プレス加工」の限界を押し広げ、不良率を下げる本技術は、中小企業庁長官賞の受賞にふさわしい、産業への貢献度が非常に高い発明です。
【補足】この記事で登場した技術キーワード
- 絞り加工
- 板状の金属を金型によって円筒状や角筒状の凹形状に成形する塑性加工法です。材料が放射方向に圧縮されながら金型内へ引き込まれるため、加工途中の材料保持と応力バランスの制御が製品の成否を決定づけます。
- しわ押さえ荷重
- 絞り加工において、材料のフランジ部(フチ)が浮き上がるのを防ぐためにダイス面へ押し付ける力です。材料の流入を適度に抑制して「しわ」を防ぎつつ、破断しない程度の「滑り」を許容する必要があるため、加工条件に応じた精密な圧力管理が求められます。
- プロファイル制御
- あらかじめ設定された時系列や位置のパターンに基づき、物理量(圧力や速度など)を動的に変化させる制御方式です。プレス加工においては、成形の進行度合い(スライドの位置)に応じて荷重を最適化することで、静的な制御では不可能な高度な成形を実現します。
特許情報まとめ
| 発明の名称 | プレス装置 |
|---|---|
| 特許番号 | 特許第6901772号 |
| 特許権者 | 日伸工業株式会社 |
| 発明者 | 馬場 保 |
| 出願日 | 平成29年10月11日 (2017.10.11) |
| 登録日 | 令和3年6月22日 (2021.6.22) |
| 受賞歴 | 令和7年度 近畿地方発明表彰 中小企業庁長官賞 ※併せて「実施功績賞」を受賞 |
| 関連リンク |
Google Patentsで全文を読む J-PlatPatで公報・経過情報を確認 |